
ADC12 Aluminium Gieten Gieten Auto-onderdeel
Ontvang de meest recente Prijs| betaling Type: | T/T |
| Incoterm: | FOB,CFR,CIF,FCA |
| Min. orde: | 2000 Piece/Pieces |
| vervoer: | Ocean,Land,Air |
| Haven: | NINGBO,SHANGHAI |

| betaling Type: | T/T |
| Incoterm: | FOB,CFR,CIF,FCA |
| Min. orde: | 2000 Piece/Pieces |
| vervoer: | Ocean,Land,Air |
| Haven: | NINGBO,SHANGHAI |
Model: BL101
merk: GEEN
Type: Voorruitwissersysteem
Materiaal: Aluminium
Type Uitlaattype: Aan de voorkant
Dek: Dubbele
Oppervlakteafwerking: Elektroforese coating
Holtegan: 1
Weight: 250-3000g
| Verkoopeenheden | : | Piece/Pieces |
| Pakkettype | : | karton, PE-pallet |
The file is encrypted. Please fill in the following information to continue accessing it
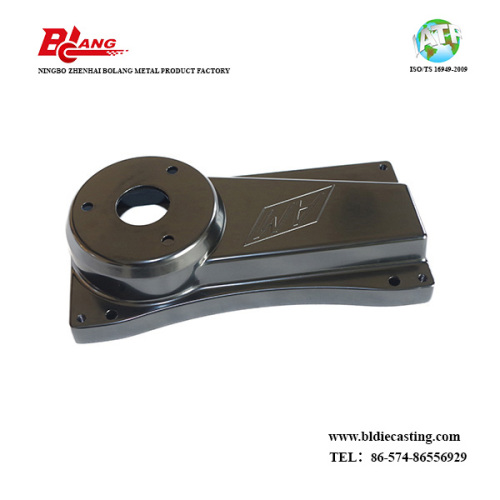
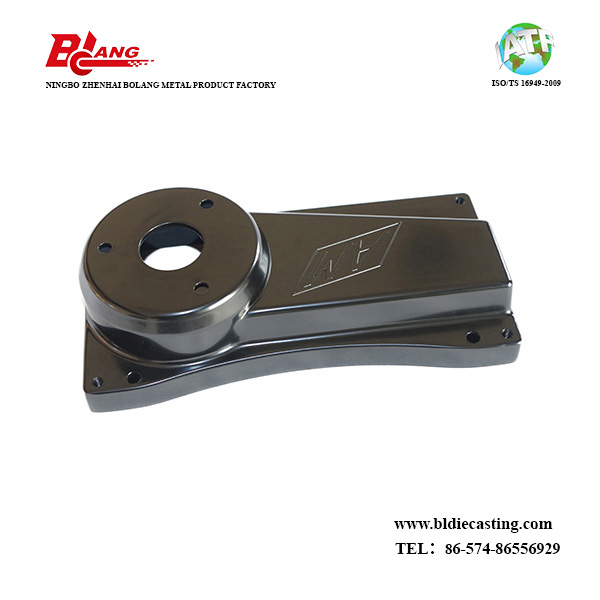
Auto-onderdeel van een hoge nauwkeurigheid CNC-bewerking, dit deel droeg de gietstandaard van de Grade GB-CT4, het deel heeft ondertussen een kleine wanddikte, ondertussen heeft het deel structuur van een kleine holte, die gewoonlijk gemakkelijk een probleem van vorm plakken, trekt en etc.
Auto-apparatuur onderdelen: tanden frezen machine connector shell
Die gietmachine : 280 ton
1 product per sterf
Materiaal: ADC-12
Productafmetingen: 231.7mm * 97.8mm * 38.1mm
Gieten Precisie: Grade GB-CT4
Precisie-asmaten bewerken: ± 0,01 mm
Technologisch proces: spuitgieten, Degate, Burring, CNC-frezen, Pools, Spraycoating, Reiniging, Verpakking, Levering
Controlemaatregel: eerste iteminspectie, routering inspectie, definitieve postinspectie, inkomende test en uitgaande kwaliteitscontrole
Inspectieapparatuur: CMM- en luchtmeter
Oppervlaktebehandeling: Geen
Certificaat: IATF16949: 2016, ISO14001: 2015, ISO45001: 2018
LEEFTIJD: 30-35 dagen
Handel Term: FOB NINGBO
De kleine wanddikte betekent dat het deel waarschijnlijk gebeurt tijdens de productie, die een daadwerkelijk aanvraagprobleem zal veroorzaken. Bovendien is het oppervlak van de deelsoppervlak groot, maar de dikte is klein, in deze situatie, het uiterste einde van de locatie van injectie, het smeltende aluminium heeft het risico van vaste eerder dan verwacht Van het onderdeel, terwijl het deel wordt afgekoeld tot een binnentemperatuur, heeft het deel de binnenkant van de krimp.
Het deel heeft eis van oppervlaktafwerking van e-coating, die een proces van uitharden in warme thermische oven heeft, de temperatuur is meestal tot 170-200 graden, de hierboven genoemde porositeit zal uitzetten en uit het gedeelte uitkomen, resulteren in putten en uitkomen bubbels op de coating. Dus in de Inspection Work Instructie is er een verzoek om de QC-inspecteur het deel met hamer te breken en vervolgens het gedeelte deeltje met vergrootglas te controleren om te zien of er een probleem is van porositeit op de sectie. De inspecteur maakt ook een record van het gewichtsgewicht en controle via het wegen van het gedeelte. Al deze actie is om te voorkomen dat partijen worden afgewezen tijdens e-coating.




















Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.








