


aluminium spuitgietknop
Ontvang de meest recente Prijs| betaling Type: | T/T |
| Incoterm: | FOB,FCA |
| Min. orde: | 2000 Piece/Pieces |
| vervoer: | Ocean,Air |
| Haven: | NINGBO,SHANGHAI |

| betaling Type: | T/T |
| Incoterm: | FOB,FCA |
| Min. orde: | 2000 Piece/Pieces |
| vervoer: | Ocean,Air |
| Haven: | NINGBO,SHANGHAI |
merk: GEEN
| Verkoopeenheden | : | Piece/Pieces |
| Pakkettype | : | karton, PE pallet, plastic pasdoos |
| Download | : |
|
The file is encrypted. Please fill in the following information to continue accessing it
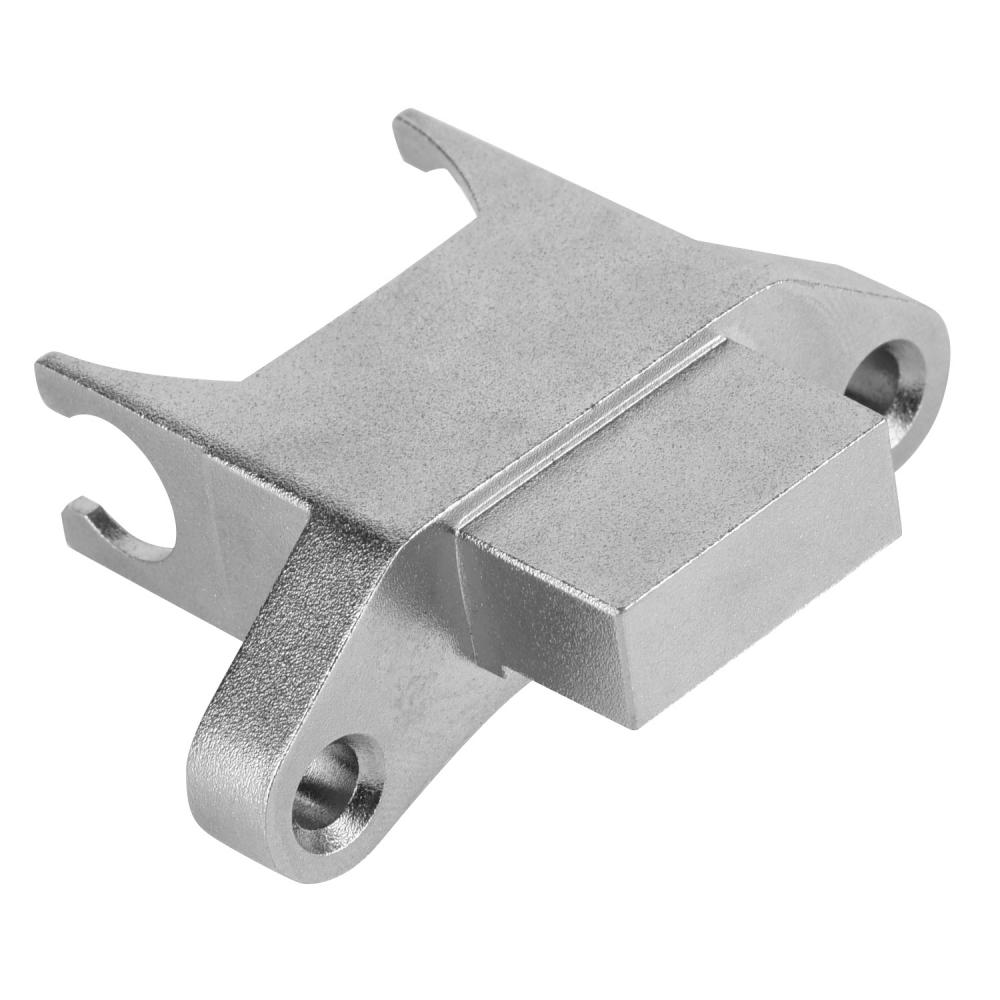
Hogedruk aluminium spuitgietonderdeel voor versnellingsbak
Het onderdeel heeft een poedercoating nodig, dus de dichtheid van het onderdeel is erg belangrijk, ongekwalificeerd onderdeel heeft meestal veel holte binnenin. Het ontwerp van de mal is dus erg belangrijk, zoals de lay-out van de locatie van de injectiepoort, de loper, het ventilatiesysteem enz. De technologie van poedercoaten heeft een uithardingsproces in de oven onder een temperatuur van ongeveer 200 graden, in dit geval de poreusheid aan de binnenkant van de onderdelen zal uitzetten om eruit te komen, wat leidt tot bubbels op het oppervlak van het onderdeel, een dergelijk defect is onaanvaardbaar.
Het is een onderdeel dat wordt gebruikt als montagekop op het versnellingsbaksysteem. De technologie voor dit onderdeel is spuitgieten onder hoge druk. Onze fabriek is al meer dan 16 jaar gespecialiseerd in deze branche. Het materiaal voor dit onderdeel is ADC-12, een meest voorkomende aluminiumlegering in de spuitgietindustrie.
Bij dit product moeten we goed letten op vervorming
Kenmerken: de algehele vervorming van de gietgeometrie voldoet niet aan de ontwerpvereisten.
Oorzaken
1, het ontwerp van de gietstructuur is slecht, veroorzaakt ongelijke contractie.
2, schimmel te vroeg openen, gietstijfheid is niet genoeg.
3, te kleine giethelling.
4. Onjuiste werking van gieten.
5. Onjuiste plaatsing van de duwstang.
Uitsluitingsmaatregelen
1, verbeter de gietstructuur, zodat de uniformiteit van de wanddikte.
2, bepalen de beste vormopeningstijd, versterken de gietstijfheid.
3. Vergroot de neiging tot gieten.
4, neem de casting moet voorzichtig zijn, voorzichtig behandelen.
5. De toepassing van een speciale doos voor het gieten en de manier om de poort te verwijderen moet correct zijn.
6. Sommige vervormde gietstukken kunnen worden verwijderd door vormgeving.
Bovendien zou bij het ontwerp van de mal veel aandacht moeten worden besteed aan de scheidingslijnen, gezien het gemak voor het bedienen van ontbramen en polijsten.
Trouwens, als ervaren spuitgietproducent voeren we meestal stollingsanalyses uit voordat de matrijs wordt gebouwd.
Materiaal: ADC-12
Holteaantal: 4
Procestechnologie: spuitgieten onder hoge druk
Productafmetingen: aangepast
Gieten van algemene tolerantie: klasse GB-CT4
Oppervlakteafwerking: polijsten, kogelstralen
Stroomprocessen: spuitgieten, trimmen, ontbramen, polijsten, vibrerend ontbramen om het oppervlak glad te maken, bewerking, reiniging, verpakking, verzending
Beheersmaatregel: inkomende materiaaltest, eerste artikelinspectie, routinginspectie, laatste artikelinspectie en uitgaande kwaliteitscontrole
Inspectieapparatuur: CMM, remklauw, plugmaat
Toepassing: auto-onderdelen
Certificaat: ISO / TS16949: 2009
Doorlooptijd: 30-35 dagen
Handelstermijn: FOB Ningbo




















Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.








